 上海羊羽卓进出口贸易有限公司
上海羊羽卓进出口贸易有限公司发动机活塞作为内燃机的核心运动部件,在高温、高压、高速往复的极端工况下长期运行,其外径尺寸的精确测量是发动机维修与质量检测中不可或缺的环节-5。活塞外径直接决定了活塞与气缸壁的配合间隙——间隙过大,会导致发动机动力不足、烧机油甚至产生“塔塔”异响;间隙过小,则可能造成活塞卡死、拉缸等严重故障-6。掌握

本文结合发动机维修领域的实操经验与行业标准,从基础准备到专业检测,分层详解


一、发动机维修场景下活塞直径测量前置准备
1. 汽车维修与活塞质检核心工具介绍
基础工具(新手必备,适配汽车维修车间):
外径千分尺(螺旋测微器) :精度0.01mm,是测量活塞直径的核心工具。选择量程与活塞公称直径匹配的千分尺(如0-25mm、25-50mm、50-75mm等规格),使用前需进行校零——旋转棘轮使测砧与测微螺杆接触,确保主尺和副尺的零刻度对齐-34。
游标卡尺:精度0.02mm或0.05mm,用于快速初测活塞直径或测量气缸未磨损部位内径,作为量缸表标定的参考尺寸-15。
塞尺(厚薄规) :用于测量活塞环端隙、侧隙以及配缸间隙的辅助判断-40。
专业工具(适配批量检测/高精度检测场景):
三坐标测量机(CMM) :如Mitutoyo CRYSTA-Apex S系列,三维尺寸测量精度可达(1.9+L/200)μm,适用于专业质检机构对活塞进行高精度几何尺寸检测-7。
气动量仪:通过气体流量或压力变化间接测量活塞外径,适用于生产线上的非接触式、高精度快速检测-。
圆度仪:如Taylor Hobson Talyrond 585,径向误差测量分辨率0.01μm,用于检测活塞横截面的圆度误差-7。
激光位移传感器:如Keyence LJ-V7000,分辨率可达0.025μm,适用于自动化在线检测场景-7。
2. 发动机活塞测量安全与操作注意事项
重中之重!测量活塞直径前务必遵守以下4条核心注意事项:
① 工件清洁为先:测量前必须彻底清洁活塞,用无纺布或棉布蘸取清洁剂擦拭活塞表面,去除油污、积碳和杂质,否则直接影响测量精度-1。活塞环槽和销孔内的残留物也需清理干净-5。
② 仪器校准规范:外径千分尺在使用前必须进行零位校准。测量时旋转棘轮而非微分筒,保证测力恒定(通常棘轮发出2-3声“咔哒”声时即为合适测量力),避免人为误差。
③ 冷态测量原则:活塞直径测量应在活塞完全冷却至室温(约20℃)后进行。活塞在热态下因热膨胀尺寸会发生变化,冷态测量值才是维修手册和行业标准中规定的基准值-44。
④ 环境防护要求:测量工作台应平整、无振动,避免阳光直射和气流干扰。专业质检实验室通常要求恒温环境(20±1℃),以保证测量数据的可重复性。
3. 活塞基础认知(适配发动机精准检测)
活塞的基本结构包括顶部(燃烧室侧)、环槽(安装活塞环)、裙部(与气缸壁接触导向)以及销孔(连接活塞销与连杆)-6。在发动机维修中,最关键的两个尺寸参数是:
活塞裙部直径:活塞与气缸壁接触导向的部位,也是活塞最大尺寸所在位置,直接决定配缸间隙。汽油机冷态配缸间隙通常为0.02-0.05mm,柴油机为0.10-0.15mm-44。
环槽尺寸:包括环槽宽度和环槽底径,影响活塞环的安装与密封性能-5。
需要注意的是,活塞并非标准圆柱体——大部分活塞设计为椭圆锥体,即裙部直径略大于头部直径,且垂直于活塞销方向的尺寸大于平行于活塞销方向。这是为了补偿活塞在工作温度下的热膨胀,确保在各种工况下保持理想配合间隙-6。
二、核心检测方法:从基础到专业
1. 活塞直径基础检测法(新手快速初筛)
对于刚入门的汽车维修学徒或车主爱好者,无需复杂工具即可完成活塞外观与基本尺寸的快速初筛:
第一步:目视外观检查。 清洁活塞后,仔细检查是否存在裂纹、拉伤、烧蚀、环槽磨损、销孔变形等明显缺陷-1。活塞裙部的划痕深度若超过0.5mm,或环岸出现裂纹,应直接判定为不合格-。
第二步:基础尺寸比对。 使用游标卡尺初步测量活塞裙部最大直径,与活塞顶部标记的标准尺寸进行粗略比对。若差异明显超出0.1mm,需进一步用千分尺精确测量。
第三步:配缸间隙手感判断(经验法)。 将清洁后的活塞倒置放入相应气缸中,用塞尺(宽13mm、厚约0.03-0.05mm)插入活塞裙部与气缸壁之间,以30N的力能拉动(感觉有轻微阻力)即为间隙合适-50。但此方法仅适用于间隙不超过0.15mm的情况,超出时应改用千分尺精确测量。
实用技巧:维修车间新手可通过对比新旧活塞的直径差来快速判断磨损程度——若旧活塞直径比新活塞标准尺寸小0.10mm以上,通常已达到更换标准。
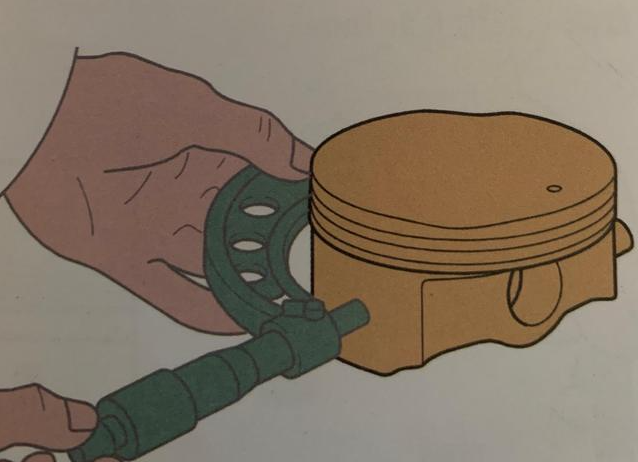
2. 外径千分尺检测法(新手重点掌握)
这是汽车维修中最核心、最常用的活塞直径检测方法,步骤清晰,精度可靠:
步骤一:千分尺校零。 清洁测砧与测微螺杆的测量面,旋转棘轮使两测量面接触,检查零刻度是否对齐。如不对齐,使用专用扳手调整固定套筒-34。
步骤二:确定测量位置。 这是最关键的一步,测量位置错误将直接导致数据失效。活塞直径的测量位置为活塞裙部垂直于活塞销孔的方向,从裙部底边向上约10mm处,即活塞最大直径所在位置-4-52。
不同车型/机型测量位置存在差异:例如索菲姆8140.07型柴油机活塞在距底面12mm处测量,而8140.27型则在距底面17mm处测量,务必以维修手册为准-50。
对于有涂层的活塞裙部,若没有测量窗,必须直接在涂层上测量,然后从测量值中减去两倍的涂层厚度(约2×0.015mm)-51。
若活塞最大直径位置未知,需在活塞裙部不同高度进行多次测量,找出直径最大的位置-51。
步骤三:读取测量值。 将活塞置于千分尺测砧之间,旋转棘轮直至发出“咔哒”声,锁紧后读数。记录测量值,精度至0.01mm。
步骤四:结果判断。 测量值与标准尺寸的偏差应不大于0.04mm-4。若超出此范围,说明活塞磨损过度或本身尺寸不合格,需更换。
实战案例:某维修厂在对一台大众帕萨特进行烧机油治理时,使用千分尺测量四缸旧活塞的裙部直径,实测数据为:一缸82.41mm、二缸82.41mm、三缸82.40mm、四缸82.41mm,均在标准范围内,因此判断活塞可继续使用-。
3. 三坐标测量机与光学检测法(进阶精准检测)
适配专业质检机构、发动机再制造企业的大批量、高精度检测场景:
三坐标测量机(CMM)检测法:将活塞固定在CMM工作台上,编程设定测量路径,在活塞裙部多个高度截面、每个截面多个角度进行采点测量。系统自动计算出活塞的外径、圆度、圆柱度等形位公差参数,检测精度可达微米级-7-3。
光学非接触式测量法:采用激光位移传感器或2D光学阴影测量技术,通过平行光束照射活塞形成阴影轮廓,利用亚像素边缘检测算法计算出活塞外径,可实现±1微米的测量精度,特别适用于生产线上的高速在线检测-6。
圆度仪检测法:将活塞安装在圆度仪转台上,测头接触活塞裙部表面,旋转一周采集360°径向变化数据,直接输出圆度误差值(允许值≤0.03mm)和轮廓图形-3-7。
行业标准参考:GB/T 1148-2010《内燃机 铝活塞 技术条件》规定了活塞的尺寸公差、检验方法等技术要求,专业检测需严格遵循-21。活塞直径偏差的公差范围通常为0.02mm,圆度误差允许值≤0.03mm-3。
三、发动机维修场景下的补充检测模块
1. 不同类型活塞的检测重点
汽油发动机铝合金活塞:检测重点在于裙部直径和环槽磨损。铝合金活塞热膨胀系数较大,冷态配缸间隙控制在0.02-0.05mm。需特别关注裙部涂层的完整性——涂层磨损会加速活塞与气缸壁的直接摩擦-44。
柴油发动机铸铁/铸铝活塞:柴油机工作压力更大,配缸间隙通常为0.10-0.15mm,磨损极限值也更高-44-23。检测重点包括活塞顶面是否有烧蚀、环岸是否有裂纹、销孔是否变形-5。
液压缸活塞:检测重点在密封沟槽尺寸和公差,需符合GB/T 6577-2021标准。密封沟槽外径(缸径)、内径(活塞密封沟槽底径)的精确测量直接影响密封性能-59。
2. 发动机活塞直径检测常见误区(避坑指南)
误区①:忽略测量位置,随意测量活塞任意部位。危害:活塞最大直径在裙部特定位置,测量位置错误会导致配缸间隙计算错误,可能造成装配后活塞卡死或漏气。
误区②:使用未经校准的千分尺直接测量。危害:千分尺零位偏差会导致系统误差,累积后可能超过公差范围,造成误判。
误区③:在活塞未完全冷却时测量。危害:热态下活塞尺寸大于冷态值,以此数据装配会导致冷态间隙过小,发动机启动后可能拉缸。
误区④:忽略活塞椭圆度,只测单一方向。危害:活塞设计有椭圆度(垂直于活塞销方向大于平行方向),仅测一个方向无法全面评估活塞状况。
误区⑤:新活塞不测量直接使用。危害:典型案例——某4125A型柴油机大修后发生严重烧机油,拆检发现2缸活塞直径125-0.78mm,与缸套配合间隙达0.81mm,远超极限,原因就是修理工未对新活塞进行测量-50。
3. 发动机活塞失效典型案例(实操参考)
案例一:新活塞尺寸不合格导致严重烧机油
一台检修后的4125A型柴油机,启动后不久发生严重烧机油现象,2缸排气冒蓝烟并带有机油喷出。拆检后测量发现,新更换的2缸活塞直径仅125-0.78mm,与缸套配合间隙达0.81mm(标准配缸间隙约0.19-0.23mm)。故障原因是修理工在安装时看到标牌标注为标准尺寸,就没有进行实际测量。更换标准尺寸活塞后,故障排除-50-43。
教训:无论新旧活塞,安装前必须用千分尺实测直径,不能仅凭标牌判断。
案例二:活塞直径磨损超标导致动力不足与异响
一台行驶15万公里的汽油发动机出现冷车启动时“塔塔”异响,温度升高后响声减弱但仍有,同时加速无力、油耗升高。拆解后测量四缸活塞裙部直径,发现3缸活塞直径比标准尺寸小0.09mm,配缸间隙达0.14mm(远超0.02-0.05mm标准)。测量气缸圆度达0.08mm,超出极限。解决方案:镗缸并更换加大一级(+0.25mm)的活塞及活塞环组件-34。
教训:定期测量活塞直径和气缸磨损量,及时发现配合间隙超限问题,避免动力下降和油耗增加。
四、结尾
1. 活塞直径检测核心(发动机维修高效排查策略)
本文围绕发动机维修场景,从基础到专业,系统梳理了活塞直径测量的完整流程。高效排查策略可归纳为“三步法”:
第一步:基础快速筛查 → 目视外观检查 + 游标卡尺初测 + 配缸间隙手感判断。适用于维修车间快速判断活塞是否需要进一步检测。
第二步:千分尺精确测量 → 在活塞裙部底边向上约10mm处、垂直于活塞销孔方向,用校准后的千分尺精确测量。这是绝大多数发动机维修场景下的标准操作,测量值偏差应≤0.04mm。
第三步:专业仪器复检(如需) → 对争议样品或批量检测,采用三坐标测量机、圆度仪或光学测量仪进行高精度复核,出具专业检测报告。
牢记测量活塞直径好坏的核心判断标准:直径偏差≤0.04mm、圆度误差≤0.03mm、配缸间隙符合车型维修手册要求,超出任一标准即需更换活塞。
2. 活塞直径检测价值延伸(发动机维护与活塞采购建议)
日常维护建议:定期检查发动机机油品质,及时更换机油和滤清器,可有效减少活塞与气缸壁的磨损。大修时务必对活塞进行直径测量,并记录数据以备后续对比。
活塞采购与更换建议:
选配活塞时,同一台发动机必须选用同一厂家、同一级别、同一尺寸分组或同一产品代号的活塞,尺寸精度差不大于0.025mm,重量差不大于8g-43。
修理尺寸通常有四级可选:+0.25mm、+0.50mm、+0.75mm、+1.00mm,需根据气缸镗磨尺寸选配相应加大活塞-1。
优先选用符合GB/T 1148-2010标准的产品,确保材料成分、硬度、尺寸公差等指标达标-21。
活塞校准建议:专业质检机构应定期对千分尺、三坐标测量机等检测设备进行计量校准,确保测量结果可追溯。
3. 互动交流(分享发动机活塞直径检测难题)
你在发动机维修或质检工作中,是否遇到过活塞直径测量方面的困惑?例如:活塞裙部测量位置难以确定?新旧活塞与气缸的配缸间隙如何精准计算?活塞圆度测量时读数总是波动?
欢迎在评论区留言分享你的活塞直径测量行业检测难题,一起交流实操经验。关注本专栏,获取更多汽车发动机维修与检测的活塞直径测量行业干货。





